前回は、製品Aの日程展開を行うところまででした。
次は所要量の計算をしていきます。
「002_製品の構成を考える」で出てきたように、製品AはパーツBと部品Cが製造するために必要なものです。
-
パーツBと部品Cの個数、必要日を求める
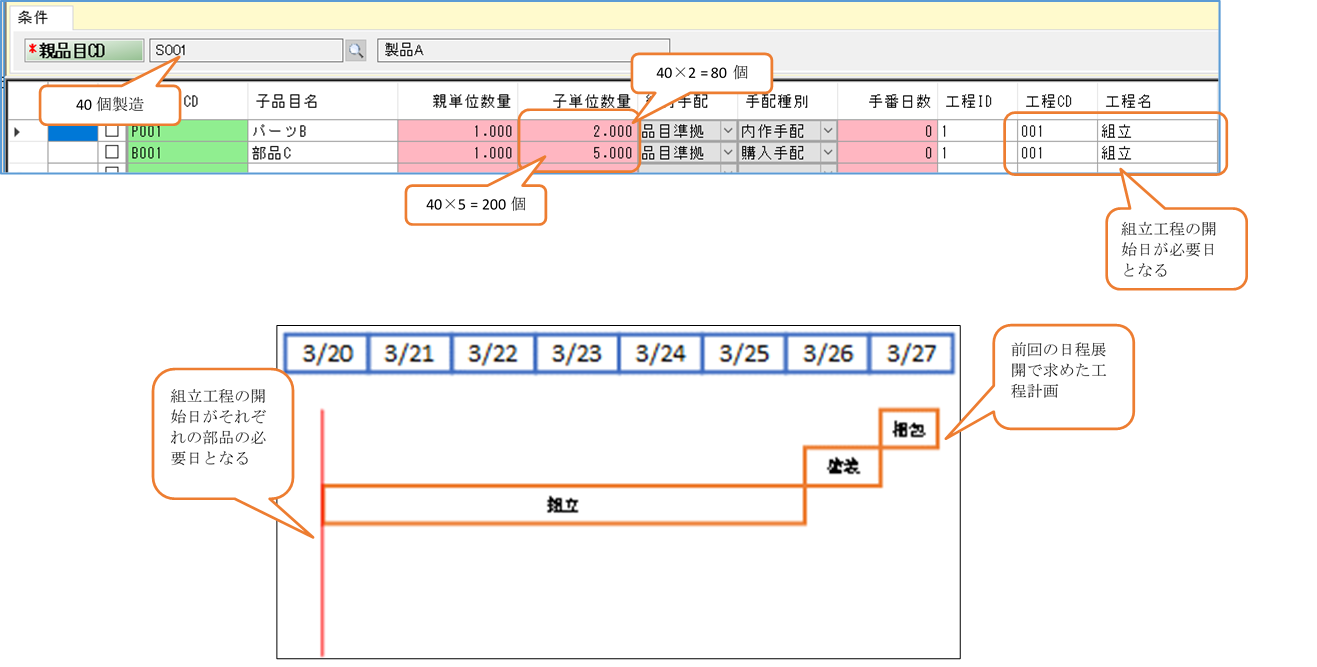
パーツBと部品Cの部品構成を見ると、どちらも組立工程に紐づいています。
パーツBと部品Cは組立工程の開始日が必要日となります。
また、親1個対してそれぞれパーツBが2個、部品Cが5個必要となっているので
製品Aを40個製造するとなるとパーツBが80個、部品Cが200個必要となることになります。
-
必要品の手配について考える
パーツBと部品Cの必要日と必要数量がそれぞれ決まりました。
さて、これらの実際の手配はどうなるでしょうか?
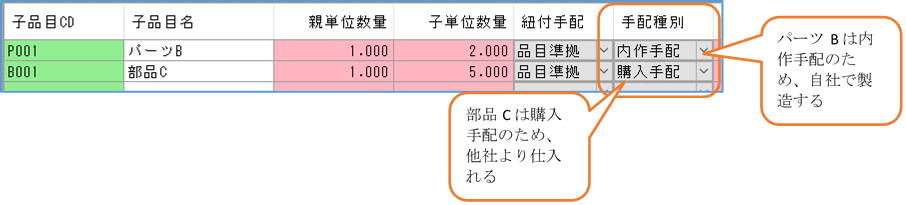
このシステムでは部品構成マスタの「紐付手配」と「手配種別」が重要になってきます。
「手配種別」には「内作手配」と「購入手配」があります。
「内作手配」とは自社で製造するということで「購入手配」とは他社から仕入れるということです。
![]()
それぞれ、パーツBは自社で製造して、部品Cは購入することになりますが
次は、いつということが重要になってきます。
これは部品構成マスタの「紐付手配」によって変わってきます。
「紐付手配」は「品目準拠」「あり」「なし」の3種類の選択があります。
「品目準拠」は品目マスタの「紐付手配区分」を参照するということなので、
結局、紐付手配の「あり」「なし」のみです。
「なし」を選択した(紐付手配ではなかった)場合、それは在庫を参照するということになります。
組立工程が始まる時点で、部品Cの在庫が200個以上存在するならば、手配の必要はないのです。
紐付手配の場合、在庫数関係なしに手配をかけるということになります。
![]()
このことから、部品Cは必要日、必要数量を算出して所要量展開は終了ということになります。
一方、バーツBの方は、求めた必要日に対してすぐに手配をかけなければなりません。
-
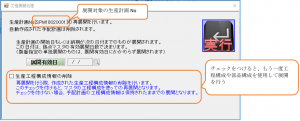
子品目の日程展開
パーツBは、3月20日までに80個必要であるという事まで求めました。
パーツBは、手配区分が内作手配であるから、3月19日までに作らなければならないということです。
そこで、「011_工程展開を行う(Part1)」で行ったように、今度はパーツBについての日程展開を行います。
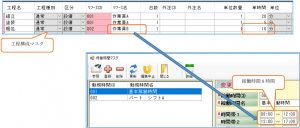
パーツBの工程構成を見ていきましょう。
![]()
最初に最終工程である研磨工程の作業時間を求めます。
5分×80個=400分
作業を行うのは作業員Bで、1日8時間の工数を持っています。
次はプレス工程です。
3分×80個=240分
作業を行うのは作業員Aで、1日4時間の工数を持っています。
計算を行うと開始日と終了日は次のようになります。


| 工程 | リソース | 開始日 | 終了日 |
| プレス工程 | 作業員A | 3/18 08:20 | 3/19 08:20 |
| 研磨工程 | 作業員B | 3/19:08:20 | 3/19 16:00 |
-
子品目の所要量展開
さて、パーツBの所要量はどのようになるでしょう。
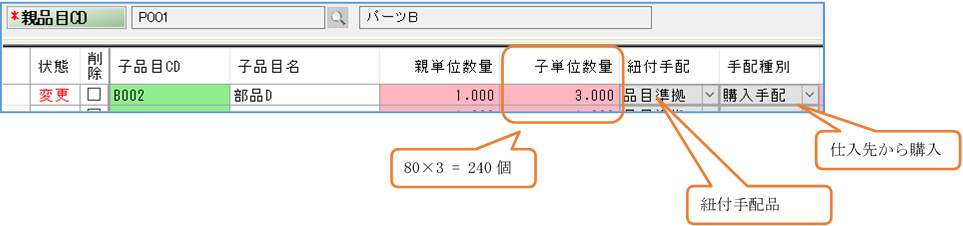
パーツBの部品構成マスタより、部品Dが必要になることが分かります。
部品Dは工程に属していないので、プレス工程の開始日3月18日の1日前の3月17日になります。
必要数量は、パーツBを80個作りますから、
80×3 = 240個
必要になってきます。
![]()
部品Dは、「紐付手配」が品目準拠となっています。
部品Dの品目マスタを確認すると、紐付手配品なので、在庫関係なしに手配しなければなりません。
部品Dの手配とは購入手配であるので、240個の発注を作成するということになります。
うまく説明できてないとは思いますが、
とりあえず、システムでの展開の仕方や結果を見ていきましょう。
それで何となくわかってくると思います。